
- Bonding Products
The Basics of Adhesives: Physical Properties
Physical properties of adhesives
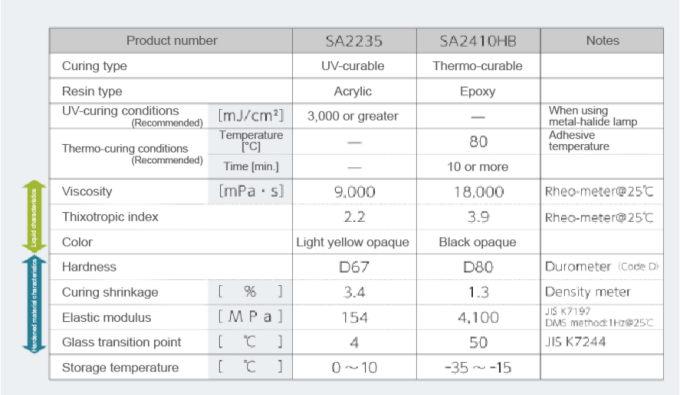
Below is an example of product information for a UV-curable and thermosetting adhesive from the Dexerials website. The key characteristics vary depending on the application, but this contains the necessary information.
In the next sections, we will examine the table below to outline the liquid and then hardened material characteristics, following the order of the state change.
[Liquid characteristics] Thixotropy: Adhesives as thixotropic fluids
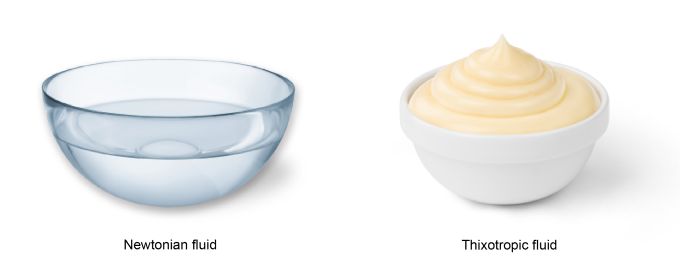
Liquid water changes its shape freely when force is applied to it. Water in a cup fills the inside of the cup without leaving any gaps due to gravity, and the top surface is flat. Fluids like water, where the force applied, and the amount of deformation have a linear relationship, are called Newtonian fluids.
Fluids like mayonnaise, on the other hand, have different properties. If you squeeze a tube of mayonnaise, it will emerge from the tube onto your plate. But the mayonnaise on the plate will form a solid-like mound rather than spread into a flat puddle-like water. Fluids like mayonnaise, which varies in viscosity depending on applied force, are called thixotropic fluids.
Thixotropic fluids are often used as adhesive materials. Highly thixotropic fluids act closer to solids when little force is applied and change into water-like fluids when strong force is applied. The more thixotropic a fluid is, the greater its shape retention ability.
[Liquid characteristics] Viscosity: The relationship between thixotropy, viscosity, and stringiness -
One issue related to thixotropy that arises when designing adhesive recipes is stringiness. When a highly viscous fluid such as honey is scooped from a container with a spoon, the honey forms stretchy strings. When designing an adhesive, it is necessary to minimize that stringiness.

A runny fluid like water does not form strings, and when thixotropic properties are added to a water-like fluid, the stringiness is reduced. Highly viscous Newtonian fluids like starch syrup, on the other hand, form strings. Adding thixotropic properties to a fluid like starch syrup will form strings that maintain their shape, leaving the fluid uneven like slime.
As a fluid’s viscosity and thixotropy are significant factors that affect its stringiness, they must be considered sufficiently during an adhesive’s design phase.
In practice, low-thixotropy fluids are used so adhesives can flow into very small gaps when mounting electronic components, etc. Conversely, high-thixotropy fluids are used when keeping the adhesive in the same place, which is better. When selecting an adhesive, discussing it with the customer and considering the component structure and workability to choose the optimal choice is necessary.
[Hardened material characteristics] Elastic modulus: Elastic modulus and linear expansion coefficient
After curing, the polymer expands and contracts (deforms) as the temperature changes. The elastic modulus indicates how much a material can resist that deforming force. The coefficient of thermal expansion is a ratio indicating how much a polymer’s size changes with a temperature change, and the linear expansion coefficient focuses on the change in length. The temperature of electronic components reaches high in operation; however, their temperature in unused is the same as their surroundings. When selecting adhesives for applications like this, it is necessary to consider the hardened material’s elastic modulus and linear expansion coefficient to fit the environment in which it will be used.
The images below are x-ray photographs taken after thermal shock tests conducted by mounting CMOS image sensors on the board.
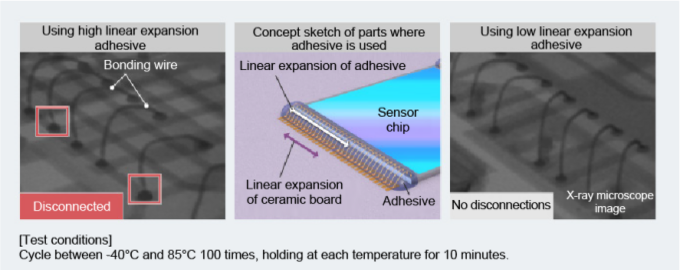
Out of the four edges of the sensor chip, the adhesive is applied to two opposing edges before the test to protect the thin bonding wires. The photograph at left shows that some wires have been disconnected after being protected by an adhesive with a high linear expansion coefficient (high rate of expansion/contraction due to heat). This is likely because the linear expansion coefficient of the adhesive was significantly different from the coefficients of the sensor chip and ceramic board making up the components. Conversely, the areas protected by a low linear expansion coefficient adhesive did not have disconnected wires because the dimensional changes were similar to the other parts.
This test shows that adhering to the object is only sufficient if the desired outcome (protecting the wires) is achieved. When using materials with different coefficients of thermal expansion, the elastic modulus and linear expansion coefficient must be carefully considered when selecting an adhesive.
Controlling bleed
Next, we will touch on bleed as an example of aspects not included in the characteristics table above but should still be considered in adhesive design.
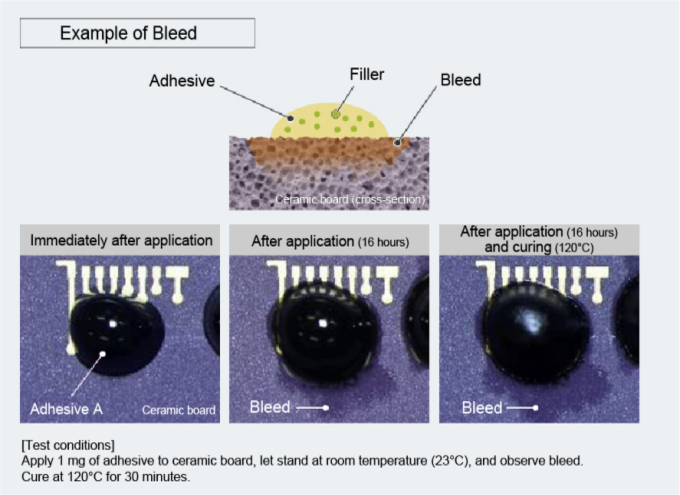
Bleedability is an indication of a liquid’s tendency to bleed or ooze. When a liquid adhesive is applied to a porous adherend made of material such as ceramic, the liquid may seep into the adherend pores via capillary action. When this happens, fillers and solid curing agents are filtered at the adherend surface and separated from the liquid. As a result, the low-molecular-weight component liquid that oozes out as filtrate has a lower viscosity and an even greater tendency to bleed. As this bleeding can cause defects, it is necessary to control it.
To control bleeding, it is necessary to adjust the adhesive’s bleedability. This is often done using the following six methods:
- Raise the viscosity of the adhesive’s primary component to make the fluid less likely to flow.
- Add a high density of filler with a high specific surface area to increase its oil absorption (the adsorption of the primary resin component of the adhesive).
- Reduce catalyst particle size to decrease separation with the liquid.
- Use a catalyst with a small particle size to increase the thickening speed during curing to control bleeding.
- Avoid using low-molecular-weight components (such as plasticizers) that can cause bleeding.
- Design the resin so the post-curing crosslinking structure does not produce low-molecular-weight components.
The photographs below show the result of applying Adhesive B (with bleed control countermeasure 1) to a ceramic board. Compared to the photographs of Adhesive A above, they show that bleeding has been suppressed.
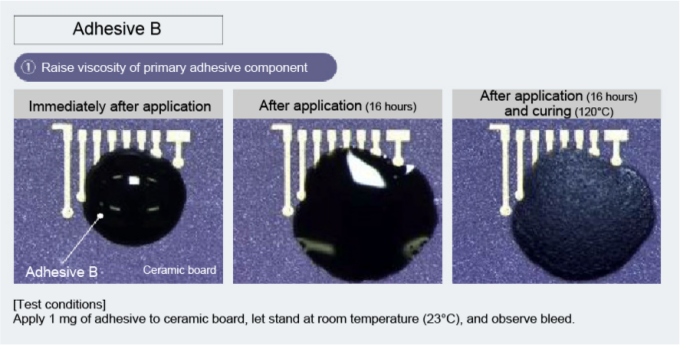
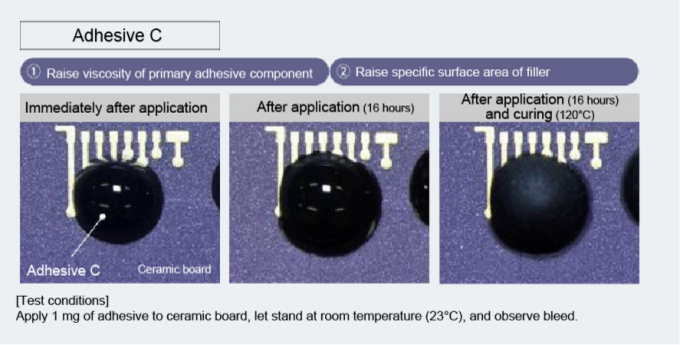
That said, comparing the image immediately following application and 16 hours after application shows that the adhesive has spread while it was wet. It is better if there is minimal change between application and curing completion in cases where precision adhesion is the objective, so the photographs below show Adhesive C with countermeasure 2.
While there is a slight spread 16 hours after application, it is sufficiently suppressed compared to Adhesive B.
Although there was a slight amount of wetting and spreading 16 hours after application, this was sufficiently suppressed by Adhesive B.
While we have outlined some of the characteristics of adhesives, there are other constraints that may come into play depending on customer use cases. There is an extremely wide range of points to consider regarding materials, processes, equipment, and more when selecting adhesives. At Dexerials, we will work together with our customers to think through these issues and support the selection and development of superior adhesives that meet customer needs and objectives.
Related articles



私たちデクセリアルズはデバイスの進化に欠かせない材料や次世代のソリューションを生み出す、マテリアルメーカーです。
電子部品、接合材料、光学材料をはじめと世界中のパートナーと新しい価値を生み出していきます。
- Share
We provide materials on our products and manufacturing technologies.
They can be downloaded for free.
Download Materials関連製品

Related articles
Bonding Products Popular articles







We provide materials on our products and manufacturing technologies.
They can be downloaded for free.
Download Materials